

OEE (Overall Equipment Effectiveness) é o principal indicador utilizado para medir a eficiência global. São várias as métricas que podem ser utilizadas na indústria para avaliar se algum processo/máquina é eficiente ou não. Tradicionalmente em programas de TPM (Total Productive Maintenance) utiliza-se muito o esse indicador. O OEE tem como objetivo responder a três perguntas importantes: Com que frequência os meus equipamentos ficam ociosos ou parados? Estou conseguindo extrair o máximo deste equipamento? Quantos produtos foram produzidos que não geraram perdas, avarias, retrabalho e futuras reclamações de clientes?
Como podemos perceber, a resposta a estas três perguntas nos fornecem um panorama geral da operação em qualquer tipo de negócio e, por este motivo, o OEE é considerado tão importante na indústria. Neste pequeno artigo apresento de maneira objetiva e simplificada uma forma de calcular a eficiência global dos equipamentos (OEE).
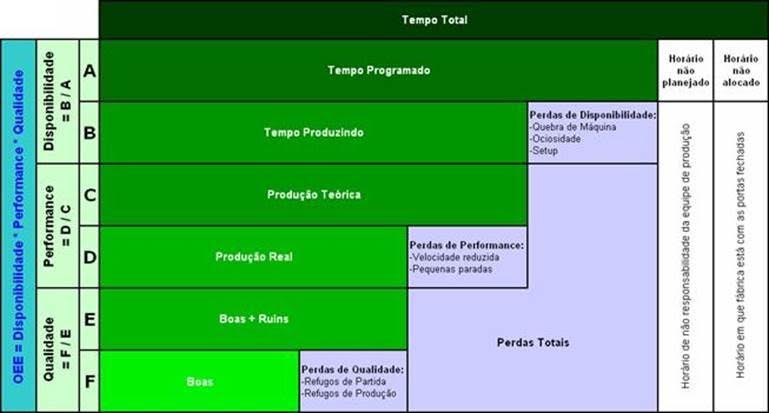
O OEE é o produto dos 03 fatores:
- Disponibilidade: Quanto tempo o meu equipamento não foi utilizado e por quê? Este indicador mede as perdas geradas pelo fato do equipamento não estar produzindo e suas causas: falta de trabalho, defeitos mecânicos ou elétricos, problemas com materiais, pessoas ou processos, etc.
- Perfomance: Meu equipamento está produzindo na velocidade que deveria? Diz respeito às perdas geradas por não produzir na velocidade máxima do equipamento.
- Qualidade: Quanto se perde por problemas de qualidade, durante a produção? Este indicador mede as perdas geradas pela produção de material que não pôde ser entregue ao cliente ou entregue com problema.
Não existe uma definição deste indicador em normas, porém é uma maneira de medir uma situação atual e identificar o campo de atuação onde há um maior retorno. Cada empresa desenvolve individualmente uma definição relacionada às suas necessidades. Um ponto importante é que deve se criar um ambiente de pensamento e aplicação do OEE para melhorar o desempenho de equipamentos na empresa.
Como calcular o OEE: A grosso modo, a figura baixo expressa a formula de cálculo, contudo cada empresa deve avaliar as suas características e adaptar aos seus modos operacionais.
Para entender melhor o conceito, iremos simular em uma máquina de envase que opera em 24 horas com um único produto (podendo ser qualquer produto de 1kg – Açúcar, Leite em pó, Farinha, Macarrão e etc);
Disponibilidade
Considerando um dia em minuto temos: 24 horas x 60 min = 1440 minutos de tempo total;
Sabemos que durante um dia os operadores trocam em média 6 bobinas que demoram em torno de 10 minutos, o que totaliza uma perda de 60 minutos (existem outros fatores que devem ser identificados e mensurado, a título de exemplo estou usando apenas a troca de bobinas). Desta forma temos um tempo programado para operação de 1380 minutos (1440 – 60);
Considerando que a envasadora teve os seguintes donw time:
- Problema mecânico – 45 min (manutenção corretiva);
- Falta de Matéria-Prima – 35 min;
- Falta de embalagem – 60 min;
Assim temos um tempo produzido de 1380-45-35-60 = 1240
Índice de disponibilidade = (tempo produzido / tempo programado)x100;(1240/1380) x 100 = 89,85%
Performance
Considerando que cada máquina empacota 50 pacotes por minuto em um tempo produzido de 1240, temos uma produção teorica de 62.000 pacotes.
Neste dia a produção real da máquina de envase em questão foi de 57.500 pacotes.
Índice de Performance = (Produção real / produção teorica)x100;(57.500/62.000)x100 = 92,74%
Qualidade
Conceitualmente, o cálculo aqui é o total de produtos bons dividido pelos produtos produzidos. Mas neste caso, podemos aprimorar devido a característica do negócio e os controles que podem existir como por exemplo:
- % de solda aberta (horizontal + vertical) = 0,65%;
- % sobrepeso (sobrepeso/peso unitario)x100 = (15/1000)x100 = 1,5%;
- % rejeito (expresso pelo checkweigher tanto a mais quanto a menos) = 0,8%
- % Perdas = 0,35%
Índice de Qualidade = 100 – 0,65 – 1,5 – 0,8 – 0,35 = 96,70%
Calculando o OEE – Overall Equipment Effectiveness
OEE = Disponibilidade x Performance x Qualidade
OEE = 0,8985 x 0,9274 x 0,96,70
OEE =80,58%
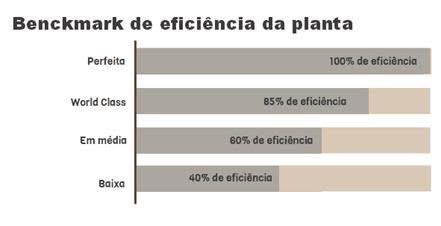
OEE Classe Mundial
World Class OEE é o índice utilizado como benckmark mundial pelas indústrias. Em um estudo realizado, foi estimado que as plantas com melhor eficiência no mundo apresentam:
- Disponibilidade, maior ou igual 90%.
- Performance, maior ou igual 95%.
- Qualidade, maior ou igual à 99,9%.
Multiplicando-se estes indicadores, chega-se a um OEE de 85%, que é considerado como sendo de classe mundial. Assim, um equipamento que consegue igualar ou superar cada um dos indicadores individualmente, é considerado como sendo um equipamento que possui um desempenho de classe mundial. Observe que não basta ter OEE de 85% para ser considerado de classe mundial, é necessário que Disponibilidade, Performance e Qualidade alcancem ou superem os valores de referência.
Sobre o Autor: Alexandre Salomão é especialista em sistemas de gestão, com formação em ciências da computação pela UNIP, MBA executivo em gestão empresarial pela FGV e Coach pelo IBC. Com mais de 20 anos de experiência ajudando as organizações a desenvolverem uma cultura de gestão voltada a excelência e crescimento humano, agregando valor ao negócio, com foco no resultados e melhoria contínua.



